施 工 组 织 设 计
工程名称
|
|
|---|
第1卷 球罐焊接工艺
第1章 焊前准备:
第1节 16MnR钢的焊接性分析
16MnR钢属低合金钢,供货状态为正火,Pcm>0.25%,具有一定的冷裂倾向,根据16MnR的焊接CCT图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm 16MnR钢的线能量范围12~50kJ/cm,结合CO2气体保护电弧焊t8/5冷却时间线算图,初步确定预热温度范围为80~150℃时,t8/5> tp′。
第2节 焊接工艺评定
根据GB4708-92《钢制压力容器焊接工艺评定》的要求,分别对平
仰焊、立焊和横焊三种位置进行评定。
评定项目如下:
射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。
焊接工艺评定报告编号为Q-40 (平仰焊)
Q-41 (立焊)
Q-42 (横焊)
第3节 焊工的培训与考核
从事球罐焊接的焊工,必须经过严格的培训与考核,并取得劳动部门颁发的锅炉压力容器焊工考试合格证书(证书应在有效期内),施焊的钢材种类、焊接方法和焊接位置均与焊工本人考试合格的项目相符。
第4节 施工现场准备
为了保证自动焊焊接工艺的正常进行,确保自动焊焊接质量,在施工现场必须采取以下措施:
1.焊接设备及附件的检查施焊前,应仔细检查焊接电源、送丝机构是否完好,CO2气体压力是否符合规定,气体预热器、气压表、气流表是否正常,输气软管、焊接电缆有无破损泄漏,控制电缆接头是否接触良好。一旦发现问题应及时修复后再进行焊接,不得带故障运行。
2.焊接电源摆放
焊接电源应放在通风、干燥、洁净的环境中,三台焊接电源配备一个焊机房。焊接电源的供电应单独配给,不得与其它载荷并网合用,防止电压波动和偏相而影响焊接质量。为提高对焊接参数控制的准确性,减少电流损失和电压降,焊接电源应尽量靠近球罐。
3. 对球罐脚手架搭设的要求
脚手架的搭设应考虑送丝机的放置、焊工焊接时的摆动及预热器的架设方便,为使焊工上下操作方便脚手架每层间距为1.7m左右,脚手架立杆距离纵缝焊道左侧不小于800mm宽,距离纵缝焊道右侧不小于250mm宽,脚手架横杆应在环焊缝下侧500mm左右,脚手架内侧横、立杆应距离焊缝300mm以上。脚手架应牢固、安全、可靠。
4. 防风措施
为减少自然气候因素对焊接过程的影响,必须在球罐周围利用脚手架搭上防风蓬布(为防火安全,所有蓬布一律用阻燃蓬布),以防止空气流动破坏保护气体对熔池的保护作用,防风蓬布应搭设严实。
5. 球罐本体焊缝组对、点固焊
焊接质量的好坏,不仅取决于焊接设备及焊工本人,上一道工序的质量好坏,直接影响着焊接质量,制约着焊接施工的工期,实践证明,坡口表面打磨的质量、组对间隙及点固焊都影响着焊接质量,尤其是组对间隙和点固焊的质量好坏是产生气孔、夹渣、裂纹等缺陷的问题所在。
5.1 对坡口的要求
A.焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷,尺寸应符合图样规定。
B.坡口表面及两侧各20mm应将水、铁锈、油污、积渣和其它有害杂质清理干净,露出金属光泽。
5.2 组对间隙应严格控制在1~4mm范围内,错边量≤3mm。5.3 点固焊
①纵缝点固焊
为防止球罐焊缝在施焊过程中发生较大的错边和变形及在预后热时,由于温度变化的影响产生裂纹,需采用组对卡具和坡口内点固焊相结合的方法。
具体步骤如下:
A.用组对卡具调节焊缝间隙至1~4mm,错边量≤3mm。
B.在焊缝内侧坡口(小坡口)内进行点固焊,点固焊缝长度为150~200mm,厚≥11mm(以焊缝内侧坡口填平为准,但不能超出坡口外),点固焊焊道间距为300mm。
C.每条焊缝点固焊完毕后,剩下中间两个卡具,其余全部拆除。纵缝内侧坡口点固焊接按下列方案进行:
A.点固焊接采用手工电弧焊,焊接电源为直流弧焊机,焊条采用J507,规格Ф3.2,Ф4.0,焊条使用必须按压力容器焊接材料规定条款执行。
B.焊前必须清理坡口,用磨光机除去施焊处锈污。
C.点焊顺序为先点固焊缝两端,然后点固中间,再向两头逐个对称加密。
D.点固焊前,点焊处需进行预热,预热温度应达到100~200℃。
E.点固焊由两组人员以球罐中心轴线对称同时施焊,并按同方向旋转进行。
F.点固焊引弧熄弧均应在内侧坡口内,严禁在球壳板上引熄弧。收弧时应将弧坑填满。
G.点固焊过程中,应配备一名铆工,随时对焊缝间隙和错边量进行测量和调整。
H.点固焊道应在坡口内侧清根气刨时一起刨掉。
② 环缝点固焊
环缝点固也采取组对卡具与点固相结合的方案,具体如下:
A.环缝T型接头两侧用一对卡具固定,卡具中心相距500mm。
B.环缝内侧坡口点固焊焊道的长度,厚度及相邻焊道距离均与纵缝点固焊相同。
C.环缝内侧坡口点固焊工艺方案及要求均与纵缝点固焊相同。点固焊后,应将焊道表面的药皮去除并由专检员按上述要求进行检查确认。
第2章 焊接工艺过程
1.主要工作量:单台球罐焊缝总长460m,其中纵缝总长286m,环缝总长174m,支柱角焊缝长100m。
2.焊接方法:CO2气体保护半自动焊+手工焊。
3.焊接设备:CO2气体保护焊机6台,硅整流焊机8台。
4.坡口型式:对接焊缝采用非对称X型坡口,大坡口在外侧,小坡口在内侧。
5.焊接顺序
5.1 焊接顺序的原则是先纵缝,后环缝,先大坡口,后小坡口。为了使焊接过程中产生的应力分布均匀,要做到均匀配置焊工,同时对称焊接,采用逆向分段退步焊,力求焊速一致。
具体焊接顺序为:赤道带纵缝大坡口焊接——赤道带纵缝小坡口清根、探伤、焊接——温带纵缝大坡口焊接——温带纵缝小坡口清根、探伤、焊接——上、下极带大纵缝大坡口焊接——上、下极带大纵缝小坡口清根、探伤、焊接——上、下极带小纵缝大坡口焊接——上、下极带小纵缝小坡口清根、探伤、焊接——上、下极带环缝大坡口焊接——上、下极带环缝小坡口清根、探伤、焊接——赤道带环缝大坡口焊接——赤道带环缝小坡口清根、探伤、焊接——温带上、下环缝大坡口焊接——温带上、下环缝小坡口清根、探伤、焊接——工卡具焊疤与局部焊缝外观的修磨——无损探伤——局部焊缝返修——无损探伤。
5.2 纵缝的焊接
纵缝外侧打底焊时,第一层和第二层焊道采取分段焊,先焊上半段,后焊下半段。其余焊道应一次焊到头。
5.3 环缝的焊接
焊接环缝时应控制线能量不小于最低极限,即在焊接电流、焊接电压一定时,焊接速度不能超过允许的最大值。环缝外侧打底焊时,先点
固两端,再分段焊中间,逐渐向两边加密,后连接成一条。除打底焊外其余焊道一次焊完,每层由下而上排条填充,每条焊完后,应将熔渣彻底清理干净方可焊下一条。每层焊肉高度要基本相等,高出的地方用磨光机去除,低洼处应补焊平齐。
6.焊缝清根
焊缝外侧全部焊完后,内侧用碳弧气刨进行清根,刨完后用砂轮机磨光,做100%着色或磁粉检验,确认无缺陷后,方可进行外侧焊接。
7.焊接工艺参数
CO2气体保护焊及手工焊、点固焊的焊接工艺参数详见焊接工艺卡。
第3章 焊接施工管理
第1节 气象管理
施工现场焊接环境当出现下列任一情况时,应采取具体有效的防护措施,方可进行CO2气体保护焊及手工电弧焊。
A. 下雪、下雨、下雾;
B. 环境温度在-5℃以下;
C. 风速≥8m/s(手工焊)、风速≥2m/s(CO2气体保护焊);
D. 相对湿度≥90%。
为了有效地对气象条件进行监督和管理,在施工现场应设置专职监督员和气象告示牌,负责每天气象监督、管理和记录等工作。
第2节 焊材管理
1 焊丝的供应与验收
由供应部门供给的焊丝、焊条必须具有材料质保书、出厂日期和批号,有明显的焊丝、焊条牌号、规格等标记,并满足相关标准的有关规定,同时也应满足GB12337-98中的关于焊丝、焊条的要求。
2 焊丝、焊条的存放与保管
球罐使用的焊丝、焊条必须有专人、专库保管,库房内应有湿度和温度调节设备,库房内湿度不得大于60%,温度不应低于10℃。焊条使用前必须在350~400℃的温度下烘烤1小时,然后置于保温箱内在100~150℃的温度下保温,随用随取。烘烤员要认真做好入库与烘烤记录。
2.3 焊丝、焊条的发放与回收
焊丝、焊条由烘烤员负责发放与回收。焊工领回焊丝后,应对焊丝外观进行仔细检查,发现有锈蚀现象,严禁使用,如有水分或污物,应进行烘烤或擦拭干净,每盘焊丝打开包装后,尽量当天用完,如当天未使用完,应退回烘烤员,放进库房保管,不允许露天放置。焊工领用焊条要使用保温桶,焊条在保温桶内存放时间不得超过4小时,否则重新烘烤,重复烘烤次数不得超过2次。烘烤员要认真做好发放与回收记录。
2.4 保护气体的使用和管理
供应部门对所使用的CO2气体应定点购货,并定期进行抽查,严格保证CO2气体纯度在99.5%以上,气体进场后应倒置48小时,打开阀门进行放空,确认没有存水后方可使用,否则不得使用。
现场焊接时,应使用气体预热器对CO2气体进行预热,预热温度在
60℃左右,并设专人监看气体流量和瓶内压力,当瓶压低于2MPa时停止使用,并立即更换新瓶,如发现预热器不热,造成瓶口结霜现象,必须立即停止焊接,及时处理好后,才能重新施焊。
第3节 预热、层间温度控制和后热
焊接过程中预热、后热对焊缝缓慢冷却,改善热循环,促进焊缝中扩散氢的充分逸出,防止产生冷裂纹具有重要作用。因此,本次球罐焊接中应加强对预热、后热和层间温度的控制的管理,具体要求见下表:
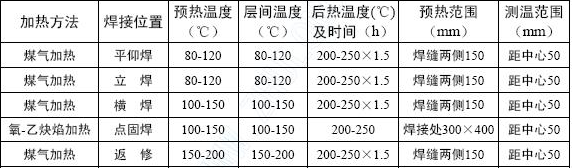 几点说明: 几点说明:
3.1 预、后热采用煤气加热方法,加热部位在施焊部位的另一侧。3.2 当出现下述情况时,应取预热温度的上限值,后热温度也应提高到250℃,后热时间相应延长。
A. 环境温度低于10℃;
B. 焊道过短;
C. 处于不利的焊接位置(如仰焊、横焊);
D. 拘束度大或应力集中的部位(如T型接头)。
第4节 焊接线能量的控制
焊接线能量是影响焊接接头质量的重要因素,过大的线能量会使热影响区加宽,导致焊缝金属和熔合线缺口韧性降低,过低的线能量可能造成高硬度,低韧性的热影响区组织,而且可能产生氢致裂纹。现场施焊时,线能量宜控制在12~50kJ/cm。
焊接线能量的计算按下式进行:
线能量(J/cm)=[60×焊接电流(A)×焊接电压(V)]/[焊接速度(cm/min)]
根据焊接线能量范围,选择正确的焊接电流、焊接电压、焊接速度进行控制(详见焊接工艺卡)。现场应配备一名焊接记录员,及时做好焊接线能量等记录。
第5节 焊完后
每条焊缝焊完后,焊工应首先对焊缝表面质量进行自检,并在焊缝中间部位离焊缝中心50mm处打上焊工钢号,然后由专检员进行检查认可。
第4章 产品焊接试板
球罐焊接的同期, |
|
本站所有资源由用户上传,仅供学习和交流之用;未经授权,禁止商用,否则产生的一切后果将由您自己承担!素材版权归原作者所有,如有侵权请立即与我们联系,我们将及时删除