

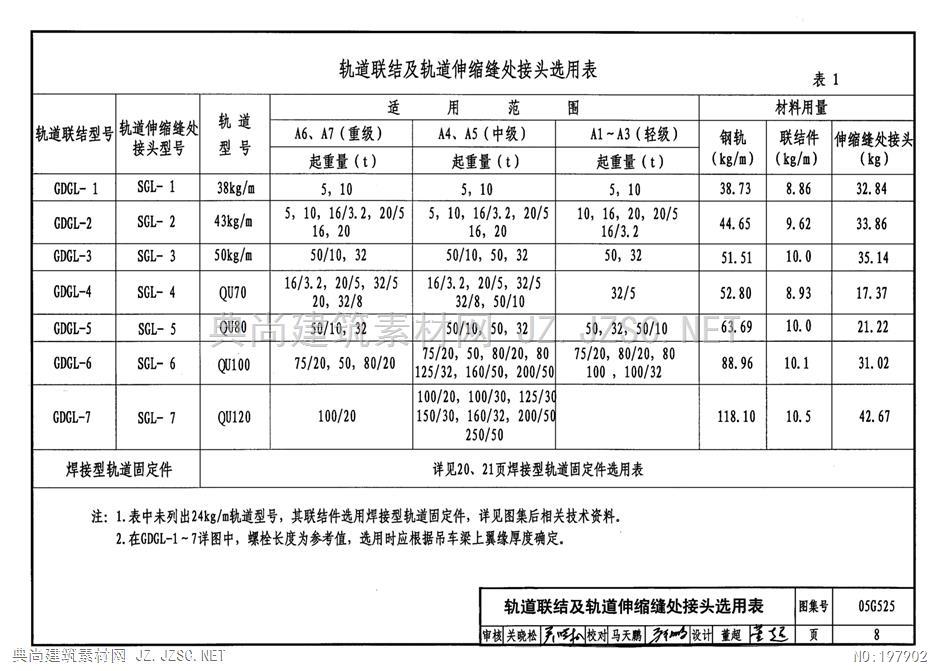

轨道联结及轨道伸缩缝处接头选用表表1适用范围材料用量轨道联结型号引轨道伸缩缕处轨道A6、A7(重级)A4、A5(中级)A1~A3(轻级)接头型号型号钢轨联结件伸缩缝处接头起重量(t)起重量(t)起重量(t)(kg/m)(kg/m)(kg)GDGL-1SGL-138kg/m5,105,105,1038.738.8632.84GDGL-2SGL-243kg/m5,10,16/3.2,20/55,10,16/3.2,20/510,16,20,20/516,2016,2016/3.244.659.6233.86GDGL-3SGL-350kg/m50/10,3250/10,50,3250,3251.5110.035.14GDGL-4SGL-4QU7016/3.2,20/5,32/516/3.2,20/5,32/520,32/832/8,50/1032/552.808.9317.37GDGL-5SGL-5080010,32木0/10,50,3250,32,501063.6910.021.22GDGL-6SGL-675/20,50,80/2075/20,50,80/20,8075/20,80/20,80QU100125/32,160/50,200/50100,100/3288.9610.131.02100/20,100/30,125/30GDGL-7SGL-7QU120100/20150/30,160/32,200/50118.1010.542.67250/50焊接型轨道固定件详见20、21页焊接型轨道固定件选用表注:1.表中未列出24kg/血轨道型号,其联结件选用焊接型轨道固定件,详见图集后相关技术资料.2.在GDGL-1~7详图中,螺栓长度为参考值,选用时应根据吊车梁上翼缘厚度确定,轨道联结及轨道伸缩缝处接头选用表图集号05G525审树关晓松校对马天鹅歼设计董超隆,页8興尚理罚.ET
本站所有资源由用户上传,仅供学习和交流之用;未经授权,禁止商用,否则产生的一切后果将由您自己承担!素材版权归原作者所有,如有侵权请立即与我们联系,我们将及时删除