





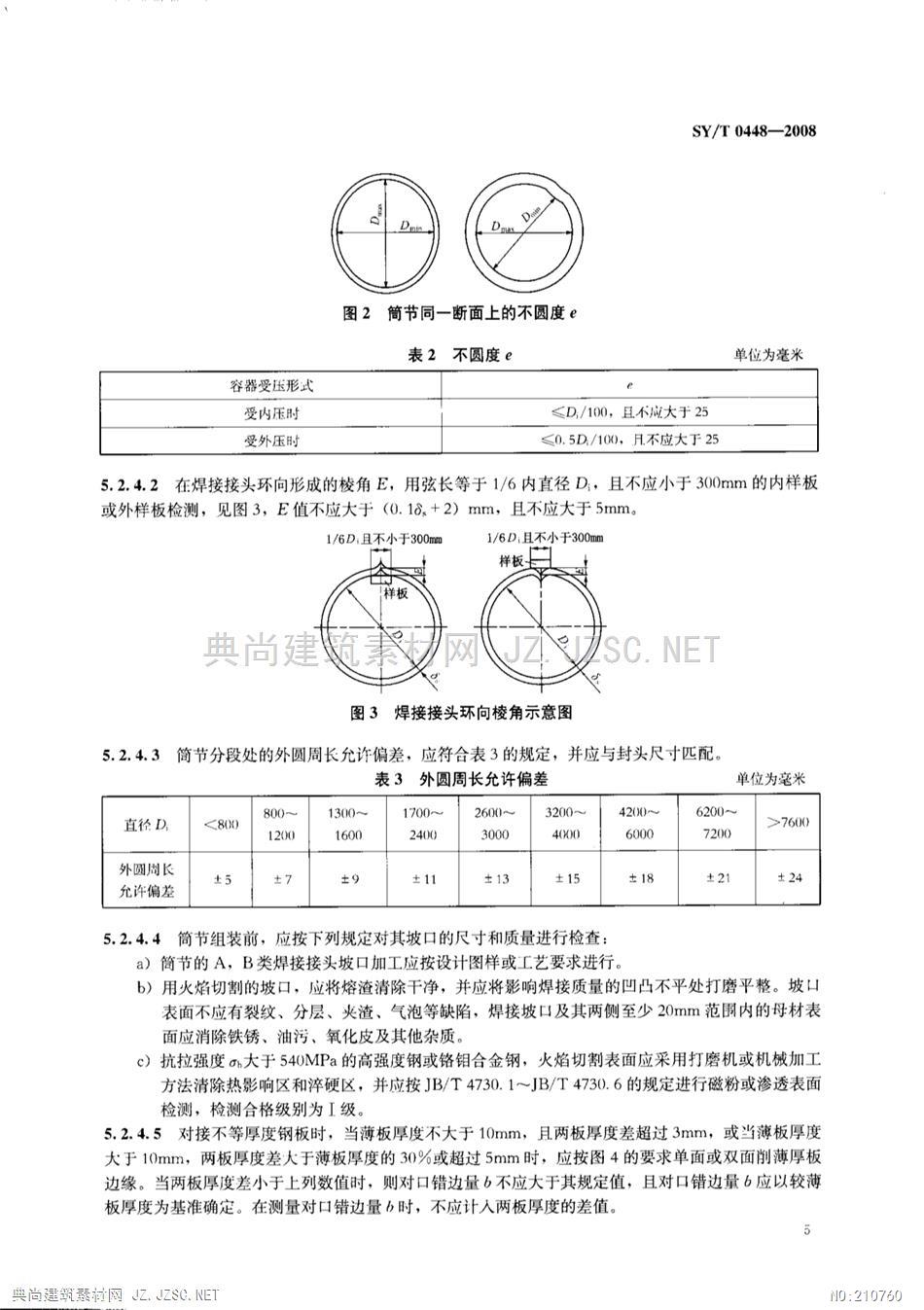


SY/T0448-2008D图2筒节同一断面上的不圆度e表2不圆度e单位为毫米容器受压形式受内压时≤D,/100,且不应大于25受外压时≤0.5D,/100,月不应大于255.2.4.2在焊接接头环向形成的棱角E,用弦长等于1/6内直径D,且不应小于300mm的内样板或外样板检测,见图3,E值不应大于(0.1d+2)mm,且不应大于5mm。1/6D,且不小于300mm1/6D:且不小于300mm样板样板SC图3焊接接头环向棱角示意图5.2.4.3筒节分段处的外圆周长允许偏差,应符合表3的规定,并应与封头尺寸匹配。表3外圆周长允许偏差单位为毫米800-13001700?2600320042(06200直径D<8h)<>>760)12X001600240030004X0060007200外圆周长±5±7±9±11±13±15±18±21±24允许偏差5.2.4.4筒节组装前,应按下列规定对其坡的尺寸和质量进行检查:a)筒节的A,B类焊接接头坡加工应按设计图样或工艺要求进行。b)用火焰切割的坡,应将熔渣清除干净,并应将影响焊接质量的凹凸不平处打磨平整。坡表面不应有裂纹、分层、夹渣、气泡等缺陷,焊接坡及其两侧至少20mm范围内的母材表面应消除铁锈、油污、氧化皮及其他杂质。c)抗拉强度大于54OMPa的高强度钢或铬钼合金钢,火焰切割表面应采用打磨机或机械加工方法清除热影响区和淬硬区,并应按JB/T4730.1~JB/T4730.6的规定进行磁粉或渗透表面检测,检测合格级别为I级。5.2.4.5对接不等厚度钢板时,当薄板厚度不大于10mm,且两板厚度差超过3mm,或当薄板厚度大于10mm,两板厚度差大于薄板厚度的30%或超过5mm时,应按图4的要求单面或双面削薄厚板边缘。当两板厚度差小于上列数值时,则对错边量b不应大于其规定值,且对错边量6应以较薄板厚度为基准确定。在测量对错边量b时,不应计入两板厚度的差值。興尚運蜀素前网Z.ZS沁 SY/T0448-2008注1:L1≥3(⊙1-dm)。注2:L2≥3(61-6a).图4两板厚度不等时,削薄厚板边示意图5.3组装5.3.1筒节组对时,两相邻筒节A类接头焊缝中心线间外圆弧长以及封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应大于钢材厚度d,的3倍,且不小于100mm。5.3.2A,B类焊接接头的对错边量b应符合下列要求。5.3.2.1钢制常压容器A,B类爆接接头的对错边量b(见图5),应符合表4规定只曰表手钢制常压容器A,B类焊接接头对错边量o.单位为毫米对白处的钢材厚度6。对错边量bAB8≤12≤1/46≤1/48.12<6,≤20<>≤3≤1/4620<6,≤40<>≤3≤55.3.2.2钢制压力容器A,B类焊接接头的对错边量b(见图5),应符合表5规定。图5钢板对错边量示意图表5钢制压力容器A,B类焊接接头对错边量单位为毫米对处的纲材厚度6,对错边量bAB6≤12≤1/46≤1/48.12<8,≤20<>≤3≤1/4620<6,≤40<>≤3≤540<6,≤50<>≤3≤1/88.6.>50≤1/168且≤10≤1/88且≤20理蜀素前网Z.Z沁.ET
本站所有资源由用户上传,仅供学习和交流之用;未经授权,禁止商用,否则产生的一切后果将由您自己承担!素材版权归原作者所有,如有侵权请立即与我们联系,我们将及时删除