钢 结 构 设 计 说 明
一、 设计依据
本设计依据甲方提供的数据要求进行设计,因无岩土堪察报告,故基础承载力按100Kpa进行设计。如遇特殊情况向有关部门咨询后另行处理。
二、设计中遵循的有关规范、规程及规定:
《钢结构设计规范》(GB50017-2003)
《建筑结构荷载规范》(GB 50081-2001)
《建筑抗震设计规范》(GBJ50011-2001)
《冷弯薄壁型钢结构技术规程》(GBJ50018-2002)
《钢结构工程施工及验收规范》(GB/T50205-2001)
《门式刚架轻型房屋钢结构技术规程》(CECS102-2002)
《混凝土结构设计规范》(GBJ50010-2002)
《建筑钢结构焊接规程》(GBJ81-202)
《建筑地基基础设计设计规范》(GBJ50007-2002)
《建筑用压型钢板》(GB/T12755-91)
《碳素结构钢》(GB700-88)
《建筑设计防火规范》(GBJ16)
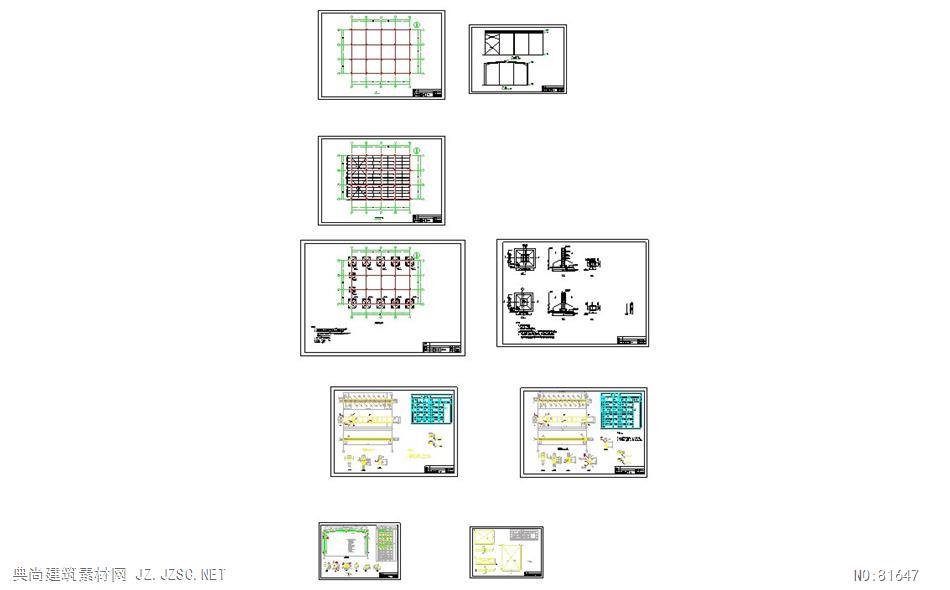
三、工程概况
1、工程名称 轻钢车间。
2、本工程总建筑面积432平方米,长24米,宽18米,檐口高为9米。
3、本工程为钢结构车间,自由排水。
4、屋面:采用V840X0.4 26。
5、全部尺寸以毫米为单位,标高以米为单位。 本工程设计标高±0.000相对于绝对标高由甲方自定。
四、设计荷载:
屋面恒荷: 0.20KN/㎡
屋面活荷: 0.30KN/㎡
基本风压: 0.35KN /㎡
抗震烈度: 7 度
基本雪压: 0.3KN/m2 10吨吊车一台
五、设计概况:
本工程采用H型钢柱组成的门式钢架作为承载力体系。
屋盖系统以C140X50X20X2.5型檩条作为承重构件。
钢梁采用10.9级摩擦型高强螺栓连接。
墙面,屋面应采用彩板围护。
5. 本工程结构面板年限为30年。
六、材料
1、 钢材:钢梁、钢柱采用Q235的钢材,其质量标准应符合《碳素结构钢》(GB700-88)。檩条采用C型檩条,规格见材料表。
2、 焊条:手工焊时,采用E43XX系列焊条,其性能应符合《碳素焊条》(GB177-1995)的规定;自动或半自动焊时,采用《焊接用钢丝》(GB/T14957-94)中H08或H08A焊丝。
3、 粗制螺栓、螺母和垫圈采用《GB700-88》规定的Q235号钢制作,其热处理,制作和技术要求应分别符合 《GB5780-86》、《GB41-86》、《GB95-85》的规定。
4、 凡螺栓直径大于20mm(地脚螺栓除外)的,均为摩擦型高强螺栓。
摩擦型10.9级高强度螺栓宜采用符合国家标准《合金结构钢技术条件》(GB3077-82)中规定的20MnTiB钢或40B钢材制作,或采用符合国家标准《钢结构用高强度大六角螺栓,大六角螺母,垫圈技术条件》(GB1231-84)规定的35VB钢制成。
高强度螺栓采用10.9级摩擦型高强度螺栓,每个高强度螺栓的预拉力P分别为:M22:P=190KN。
M20:P=155KN
M16: P=100KN
七、结构制作
1、 钢结构构件应严格按照《GB 50205-95》进行制作,各种构件必须放1:1大样加以核对,尺寸无误后再进行下料加工,出厂前进行预装配检查。
2、 钢材加工前应进行矫正,使之平直。
3、 焊接要求:
a) 构件主材的工厂拼接焊缝,端板与梁边接焊缝应符合二级焊缝质量标准,其余均按三级焊缝质量标准。
b) 施焊时,应选择合理的焊接顺序,减少钢结构中产生的焊接应力和焊接变形,或采用预热、锤击和其它有效方法达到同样目的。
c) 刚架梁对接焊接时,翼缘与腹板对接焊缝位置应错开200mm 以上。并应避免在梁跨中1/3跨长范围内拼接。
d) 凡图中未注明的角焊缝,其焊脚尺寸hf 等于较薄构件的厚度,其焊缝长度等于构件搭接长度,且一律满焊。
八、结构安装
结构安装前应对构件进行全面检查:如构件的数量、长度、垂直度、安装接头处螺栓孔之间的尺寸或缺陷是否超出允许偏差范围内,并应符合设计要求。
结构吊装时,应采取适当措施,防止产生过大的弯曲变形。
安装顺序应从靠近山墙的有柱间支撑的两榀刚架开始,在刚架安装完毕后,应将其间的檩条、支撑、拉条、隅撑等全部装好,并检查垂直度和方正度,然后以这两榀刚架为起点,向房屋另一端安装。柱脚螺栓应在校准后再拧紧。刚架调整完毕后,全部高强螺栓应终拧完毕。
柱脚锚栓采用双螺丝母,待柱子安装、校正、定位后,将锚栓垫板与柱底板焊牢,螺母与锚栓垫板应进行点焊,防止松动,在柱底板下灌C40膨胀细石凝土。
钢结构安装完成受力后,不得在主要受力构件上打孔和焊接。
高强螺栓的栓孔应用钻孔成型 ,孔边应无飞边、毛刺。
高强螺栓连接安装时,每个节点应穿入的临时螺栓和冲钉数量,由安装时可能承担的荷载计算确定,不得少于总数的1/3。临时螺栓的数量不得少于两个,冲钉数量不多于临时螺栓的30%。不得用高强螺栓兼做临时螺栓。
安装高强螺栓时,严禁强行穿入螺栓(如用锤敲打)。如不能自由穿入时,该孔应用铰刀进行修整,修整后孔的最大直径应小于1.2倍螺栓直径。铰孔前应将四周螺栓全部拧紧,使板迭密贴后再进行。严禁气割扩孔。
大六角头高强螺栓拧紧时,只准在螺母上施加扭矩。初拧或复拧后的高强螺栓应用颜色在螺母上涂上标记,然后按施工扭矩阵列进行终拧。终拧后的高强螺栓应用另一种颜色在螺母上涂上标记。
大六角头高强螺栓施工前,应按出厂批号复验高强螺栓连接副的扭矩系数,每批复验5套。5套扭矩系数平均值应在0.110-0.150范围内,其标准偏差应小于或等于0.010。
刚架在施工中不得利用已安装就位的构件起吊其它重物.不得在主要受力部位焊其它物件。并应极时安装支撑,必要时增设缆风绳充分固定,保证其稳定性。
九、钢结构的除锈和油漆
构件制作完毕进行表面除锈处理。刷防锈漆两遍,自攻钉的颜色与板相配。
钢结构在使用过程中,应定期进行油漆维护。
本厂房按一般钢结构厂房要求设计,如生产中有腐蚀性气体后高温高湿时,金属构件应另作防腐处理。
十、本说明未尽处请严格按国家现行有关规范及规程施工。