



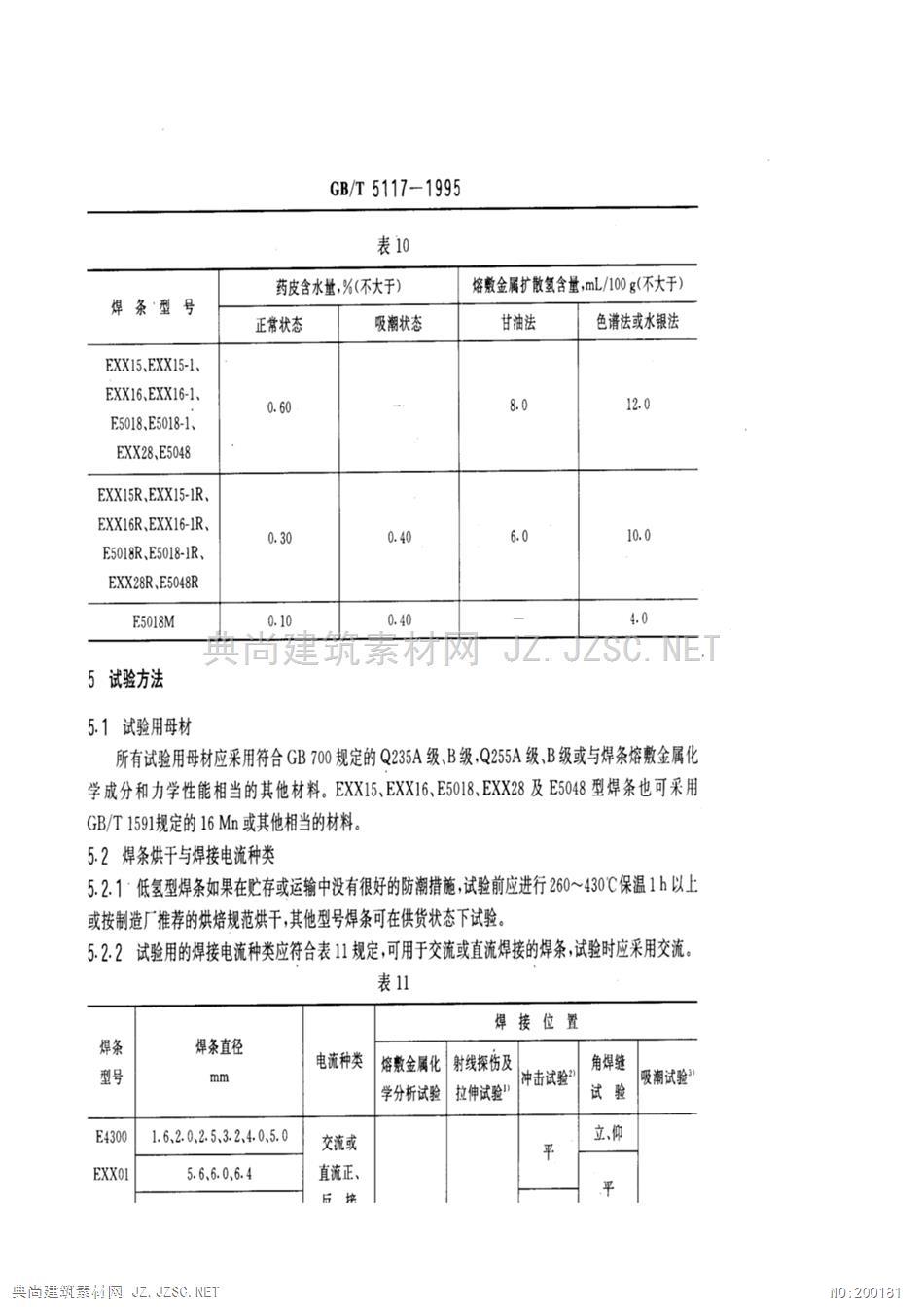
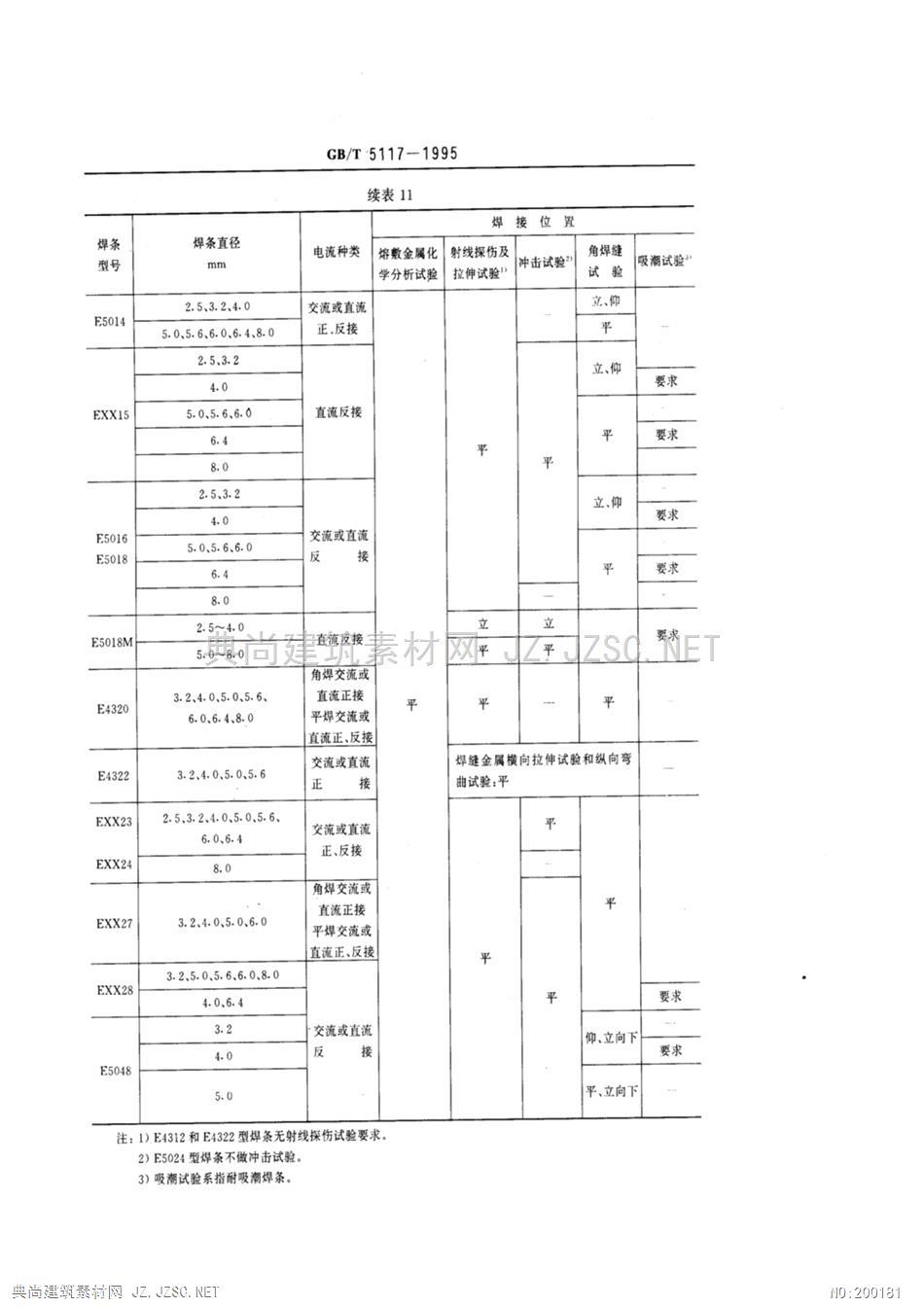
GB/T5117-1995表10药皮含水量,%(不大于)熔敷金属扩散氢含量,mL/100g(不大于)焊条型号正常状态吸潮状态甘油法色谱法或水银法EXX15,EXX151、EXX16,EXX16-1.0.608.012.0E5018,E5018-1、EXX28,E5048EXX15R,EXX15-1R、EXX16R,EXX16-IR,0.300.406.010.0E5018R,E5018-1R、EXX28R,E5048RE5018M0.100.404.0英可列系测.ZS.NE,5试验方法51试验用母材所有试验用母材应采用符合GB700规定的Q235A级,B级,Q255A级,B级或与焊条熔敷金属化学成分和力学性能相当的其他材料。EXX15,EXX16,E5018,EXX28及E5048型焊条也可采用GB/T1591规定的16Mm或其他相当的材料。52焊条烘干与焊接电流种类5.2.1·低氢型焊条如果在贮存或运输中没有很好的防潮措施,试验前应进行260~430℃保温1h以上或按制造厂推荐的烘培规范烘干,其他型号焊条可在供货状态下试验。52.2试验用的焊接电流种类应符合表11规定,可用于交流或直流焊接的焊条,试验时应采用交流表11焊接位置焊条焊条直径电流种类射线探伤及角焊缝型号熔敷金属化mm冲击试验吸南试验学分析试验拉伸试验”试验E43001.6、2.0、2.5、3.2、4.0,5.0交流或立、仰EXXOI5.6,6.0,6.4直流正、后培理甄Z.ZC.ET
本站所有资源由用户上传,仅供学习和交流之用;未经授权,禁止商用,否则产生的一切后果将由您自己承担!素材版权归原作者所有,如有侵权请立即与我们联系,我们将及时删除