 2#机组风道施工作业指导书
2#机组风道施工作业指导书
1 编制依据
1.1 东北电力设计院钢煤斗施工图纸。(图号20–F457S–T0213)
1.2 《火电施工质量检验及评定标准》土建篇(1996年版)
1.3 《电力建设安全工作规程》(火力发电厂部分)DL 5009.1-2002
1.4 《电力建设施工及验收技术规范》(火力发电厂焊接篇) DL 5007-96
1.5 《钢结构工程施工质量验收规范》 GB50205-2002
1.6 《职业安全/健康环境管理体系文件》
1.7 中电投白城电厂2×660MW机组新建工程Ⅱ标段《施工组织总设计》
1.8 《安装危害辨识与危险评价》(QES/DDS.G203-1)
1.9 《工程建设标准强制性条文》(电力工程部分)
2 工程概况
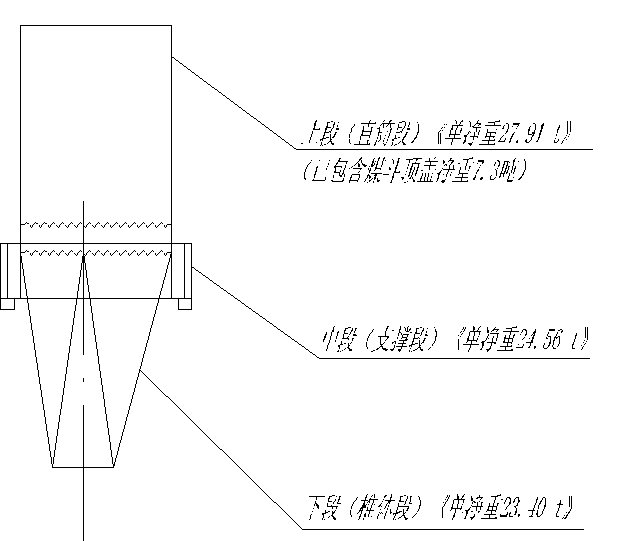
中电投白城发电厂2×600MW机组新建工程2#机组煤仓间布置在锅炉房前部B、C轴线间,每台机组设计7套钢煤斗。为了满足主吊机械DBQ4000型塔吊的起吊性能,钢煤斗在制作时共分为三段,即:上段为直筒段,内壁直径为8.8m,净重约28吨;中段为环形裙板支撑段,净重约25吨;下段为偏心方圆节(下斗口为矩形),净重约24吨。钢煤斗的安装位置标高范围为42.62m至26.5m,煤斗通过8个支承座坐在33.3m的八字型砼支撑大梁上。每件煤斗通过管状支撑与周围的混凝土框架相连接,以增强其稳固性。总安装量约为531吨。
3 施工范围
本项目施工作业范围包括:2#机组钢煤斗施工前的临时设施制备及设置,钢煤斗各段的运输,钢煤斗的吊装,钢煤斗的找正,钢煤斗的临时固定,钢煤斗的组对、焊接,防腐,钢煤斗支撑安装,临时设施拆除等。
4 作业准备及作业条件
4.1. 技术准备工作
4.1.1 设计交底完毕,安装存在技术问题明确并形成书面文件,并且设总签字认同。
4.1.2 作业指导书编制完成,经总工、监理、建设单位审批合格。
4.1.3 指导安装用技术资料和图纸准备完毕。
4.1.4 作业前对参加该项作业的相关人员进行施工技术交底,交底与被交底人双向签字。
4.1.5 各种测量工器具、索具、安全设施等已检验合格。
4.2. 主要施工机械、材料、工器具
序 号 | 名 称 | 型 号 规 格 | 数 量 | 备 注 |
|---|
1 | 塔吊 | DBQ4000 | 1台 | |
2 | 汽车吊 | 50 t | 1台 | |
3 | 港吊 | DMQ540/30港吊 | 1台 | |
4 | 拖车 | 40t | 1台 | |
5 | 电焊机 | ZX7-400STG | 8台 | |
6 | 倒链 | 5t | 8台 | |
7 | 倒链 | 3t | 4台 | |
8 | 倒链 | 2t | 8台 | |
9 | 千斤顶 | 10t | 4台 | |
10 | 钢板 | δ=20mm | 1m2 | 吊耳 |
11 | 角钢 | 50*5 | 120m | |
12 | 卷尺 | 5m | 4把 | |
13 | 钢盘尺 | 50m | 1把 | 经校验合格 |
14 | 卸扣 | 16t | 4件 | |
15 | 卸扣 | 10t | 8件 | |
16 | 安全网 | | 7片 | 用于下方口 |
17 | 钢丝绳扣 | φ32mm;L=20m | 2对 | |
18 | 安全扶绳 | φ11mm;L=150m | 1根 | 带塑料外皮 |
4.3. 施工人员配备
序号 | 工 种 | 数量 | 备注 |
|---|
1 | 起重工 |
| 4 |
| |
|
2 | 铆工 |
| 8 |
| |
|
3 | 电焊工 |
| 12 |
| |
|
4 | 力工 |
| 6 |
| |
|
管理 人员 | 施工负责人 | 杨光辉 |
| 安全员 |
| 杨光宇 |
| 技术负责人 | 郑西和 |
| 质检员 |
| 王立新 |
4.4. 作业条件
4.4.1 图纸、资料齐全,要求施工人员认真熟悉图纸、掌握规范。
4.4.2 施工中所需的材料、用具、设施等制备齐全。
4.4.3 钢煤斗制作后并经验收合格。
4.4.4 运输机械,吊装机械满足使用要求。
4.4.5 煤斗支撑梁浇筑完,并达到承载条件。
5 施工进度计划
序号 | 项 目 | 开工日期 | 完工日期 |
|---|
1 | 施工临时操作台等搭设 | 2009年3月1日 | 2007年3月5日 |
2 | 安全网、安全绳等设施设置 | 2009年3月1日 | 2007年3月5日 |
3 | 施工机械,起重器具设置 | 2009年3月1日 | 2007年3月5日 |
4 | 钢煤斗安装 | 2009年3月10日 | 2009年4月20日 |
6 施工程序和方法
6.1 钢煤斗吊装前设施准备
由于钢煤斗在煤仓间框架结构浇筑过程中存放,因此,钢煤斗在吊装前,要作好充分的准备工作;包括吊装设施制备、临时施工脚手架制备、临时安全设施制备。准备工作要在运输前完成。
6.1.1 在对各段煤斗焊接吊耳,吊耳用δ=20mm钢板制作,焊于各段煤斗的内壁。每段煤斗焊接四个吊耳,要对称布置,精确测量尺寸。
6.1.2 在钢煤斗支座与煤斗支撑梁连接部位要搭设通道及施工平台,布设安全扶绳,确保施工人员通行及施工作业。
6.1.3 在煤斗的方锥体段搭设临时施工脚手架,用于方锥体与裙板组对及焊接。
6.2 钢煤斗各部分的运输
本项目中钢煤斗共计7套,每套分3段运输及吊装,本次施工要将钢煤斗由配制场运至起吊位置,运输机械为30吨港吊和DBQ4000塔吊接力倒运,50吨汽车吊配合翻身。钢支撑及附件用拖车运输。
钢煤斗在吊运前要在各段的上斗口,特别是吊点附近采取临时加固措施,预防煤斗在翻身、移位、吊运过程中或临时存放过程中的结构变形。
6.3 基础复查测量划线
煤斗与煤斗支撑梁的连接方式是通过预埋螺栓连接固定,每个煤斗设计8个支座,每个支座对应4个M24预埋螺栓。螺栓采用双螺栓母紧固,煤斗找正后,将螺母与支座底板点焊以防松动。在煤斗吊装前要对各基础埋件进行复测及划线:
6.3.1 在土建部分施工完,具备煤斗存放条件后,对煤斗支座预埋件及螺栓进行检测,检查的指标包括,螺栓的位置尺寸偏差及相对位置尺寸偏差,埋件的标高偏差,螺栓标高,检查螺栓螺纹有无损伤;如果各尺寸指标均在允许范围内且螺栓螺纹无损伤,方可进行吊装,如偏差超标则联系土建施工单位处理后方可吊装作业。
6.3.2 根据测量基准点,在各埋件上划出基准线用于煤斗找正的测量基准。
6.4 单件煤斗组合体段位划分
6.4.1 各段划分如图:
6.4.2 钢煤斗制作图中的序34号件(煤斗支撑处环梁竖向加劲肋)应预先焊在裙板内侧的相应位置上。
6.5 钢煤斗组合体吊装
6.5.1 主吊机械
钢煤斗吊装采用DBQ4000型塔吊为主吊,该塔吊布置在煤仓间C排外侧的锅炉间内,距离煤斗就位中心线25.7m(吊车布置见附图1),工况选用:最大作业幅度为40m时,额定起重量为38.1t。满足吊装要求。
6.5.2 吊装顺序
各煤斗的吊装顺序为由煤仓间左端⑽轴线向右端⒄轴线依次就位,在本方案中,钢煤斗依次编号为1#—7#;单件煤斗的吊装顺序为,先吊中段裙板部分,然后吊下段方锥体,最后吊装上段筒体。
6.5.3 中段煤斗吊装
在单件煤斗吊装时,中段煤斗最先吊装,吊点沿煤斗圆周对称设置4点,吊装绳索及溜绳设置好后,提升煤斗离地面100mm左右,进行停顿检查,检查绳索、卸扣的受力状况,无异常,则可连续提升,当吊件下部高度超过最上端混凝土框架后,吊车回钩及变幅,调整吊件的位置对正安装位置后缓慢回落,回落过程中要有专人监护,并备有通讯工具,如有吊件与建筑等碰撞能及时联络吊车司机停止操作。在回落过程中,由专人控制溜绳,以防止煤斗与其它物体相碰或发生卡涩。待煤斗支座底板高于预埋螺栓100mm左右时,停止回落,调整底板螺栓孔与螺栓对正后,缓慢回落,在回落过程中,控制好煤斗使之不与螺栓接触,防止损伤螺纹,同时进行找正使煤斗支座中心线与预埋件上的划线对正,以保证煤斗准确就位。
6.5.4 下段煤斗(方锥体)吊装
下段煤斗的吊点设置及起吊回落过程与中段煤斗相同。中段煤斗就位后,下段煤斗要插入中段裙板内,下段煤斗上口与中段煤斗上口标高相差350mm,下段煤斗找正要以中段煤斗上口标高为基准,因此在中段煤斗吊装前,要预先在中段裙板内壁上划出下段煤斗安装位置的刻度线,作为下段煤斗吊装的找正基准线。下段煤斗找正完后,要与中段煤斗相对固定,临时焊接沿圆周均布不少于8处,每处焊缝长度不小于500mm,焊缝尺寸与图纸设计相同。
6.5.5 上段煤斗吊装
6.5.4.1 上段煤斗筒体中部设有外加固圈,用以加固煤斗,增强其刚性。在混凝土梁柱与上段煤斗筒体加固圈间设有管状支撑,以增强其整体稳定性。为此上段煤斗在安装时要进行找正以保证支撑连接件的位置准确,吊装前要划出找正标记线。上段煤斗相对中段煤斗也需找正,因此,中段煤斗在吊装前也要进行相应的划线。
6.5.5.2 上段煤斗的吊点设置及起吊回落过程与中段煤斗、下段煤斗相同,上段煤斗与中段煤斗上口对接时,为方便对口,可事先在中段煤斗的筒体壁板外侧焊接限位铁块。
6.5.5.3 煤斗找正时,一方面要控制好焊缝预留间隙,另一方面要确保支撑连接件的位置。上段煤斗找正完后,要与中段煤斗相对固定,临时焊接沿圆周均布不少于8处,每处焊缝长度不小于200mm,焊缝尺寸与图纸设计相同。
6.5.6 煤斗支撑安装
煤斗支撑安装前要在煤斗外部搭设施工脚手架,在上段煤斗上方设置临时吊架利用倒链起吊支撑并找正后焊接。
6.5.7 钢煤斗焊接质量要求
6.5.7.1 焊接前对焊缝进行观察,确保焊缝对口处无明显折扣现象,发现明显折扣的焊缝不允许施焊,并要求安装人员重新对口。
6.5.7.2 焊接前对焊缝坡口进行打磨处理,保证焊缝内清洁无锈迹、氧化物和气孔等能影响焊接质量的所有因素。
6.5.7.3 在焊接过程中及时清理药皮,要做到随焊随清的原则,并制定相应的处罚措施。
6.5.7.4
东北电业管理局第三工程 公司白城项目经理部
NEPC
科学管理 构筑精品 持续改进 顾客满意