广州市广园东路延长线工程YA5标段投标文件 施工组织设计
氧气站区域管道焊接方案
批 准:
审 核:
编 制:
项目部:
安装一处
目 录
概述
施工依据及执行标准
焊接工艺
焊接质量的控制
劳动力安排及施工进度计划
施工安全技术措施
1、概述
区域管道安装包括空气预冷、分子筛纯化、空气过滤器及压缩系统、透平膨胀机系统、液氧液氩贮存系统、空分塔系统、调压站及站区管线中的氧气、氮气、氩气、空气、水五种管道的安装。各系统的设备通过相关管道彼此相连,使各系统成为不可分割的整体,在这个整体内完成从空气到氧气、氮气、氩气的生产。
施工依据及执行标准
2.1施工依据:施工图及相关管道技术文件
施工图号:67.285Q1、67.285Q2、67.285Q3、67.285Q4、67.285Q5、67.285Q6、67.285Q7、67.285Q8
2.2执行标准:施工图及相关管道技术文件
施工图号:67.285Q1、67.285Q2、67.285Q3、67.285Q4、67.285Q5、67.285Q6、67.285Q7、67.285Q8
GBJ236—82《工业管道焊接工程施工及验收规范》
GBJ50235—97《工业金属管道工程施工及验收规范》
X射线照相
焊接
焊缝组对
焊机电流调整
焊接工艺
4、管道焊接质量的控制
4.1区域管道所用钢材及焊条应具备出厂合格证书。
4.2具有若干名能适应安装需要,经培训、考试合格取得相应资格证书的电焊工及无损探伤工。
4.3焊接设备具有参数稳定、调节灵活满足焊接工艺要求和安全可靠的性能。
焊接设备见下表:
焊接设备名称
| 型号
| 动力(KW)
| 数量
| 完好情况
|
交流电焊机
| BX3-500 | 48.7
| 2
| 完好
|
交流电焊机
| BX3-500-1
| 37.2
| 1
| 完好
|
交流电焊机
| BX3-500-2
| 38.6
| 1
| 完好
|
交流电焊机
| BX3-1-400
| 35.6
| 1
| 完好
|
交流电焊机
| BX3-300
| 27.8
| 1
| 完好
|
直流电焊机
| ZX5-630A
| 48
| 1
| 完好
|
逆变交直流氩弧焊机
| WSE315
| 13
| 3
| 完好
|
逆变交直流氩弧焊机
| WSM400D
| 16.8
| 2
| 完好
|
4.4焊接材料
焊接材料应具有制造厂的质量证明书。碳钢管采用E4303,不锈钢管采用A132。
4.4.1焊条直径的选择
序号
| 管材
| 管道规格
| 选用焊条型号
| 第一遍焊条直径
| 填充盖面焊条直径
| 焊接层数
| 焊接电流(A)
| 电弧电压(V)
|
1
| 碳
钢
| Φ108×(3.5~5) | E4303
| Φ2.5 | Φ3.2 | 2
| 70~130
| 70
|
2
|
| Φ133×5 | E4303
| Φ2.5 | Φ3.2 | 3
| 70~130
| 70
|
3
|
| Φ219×(5~6) | E4303
| Φ2.5 | Φ3.2 | 3
| 80~140
| 70
|
4
|
| Φ325×(7~8) | E4303
| Φ3.2 | Φ4 | 3
| 80~170
| 70
|
5
|
| Φ159×(4.5~6) | E4303
| Φ3.2 | Φ4 | 3
| 80~140
| 70
|
6
|
| Φ426×(8~10) | E4303
| Φ3.2 | Φ4 | 3
| 100~210
| 70
|
7
|
| Φ529×(9~10) | E4303
| Φ3.2 | Φ4 | 3
| 110~210
| 70
|
8
|
| Φ630×(9~10) | E4303
| Φ3.2 | Φ4 | 3
| 110~210
| 70
|
9
| 不锈钢
| Φ529×(6~8) | A132
| Φ3.2 | Φ4 | 3
| 70~140
| 70
|
10
|
| Φ426×8 | A132
| Φ3.2 | Φ4 | 3
| 70~140
| 70
|
11
|
| Φ219×6 | A132
| Φ2.5 | Φ3.2 | 3
| 50~110
| 70
|
12
|
| Φ159×6 | A132
| Φ2.5 | Φ3.2 | 3
| 50~110
| 70
|
13
|
| Φ108×5 | A132
| Φ2.5 | Φ3.2 | 2
| 50~110
| 70
|
4.4.2焊条的保管
购进的焊条要按品种、规格及进货的先后次序分开摆放,库房内要保持通风、干燥(室温宜10~25℃,相对湿度小于50%)。堆放时,最好不要直接放在地面上,要用木板垫高(一般约200mm),并与墙保持一定距离,以达到上下左右空气畅通,防止受潮。
焊条的领用、再烘干时都必须仔细核对牌号,分清规格,防止用错,做好记录。不同牌号的焊条不能混在同一炉中烘干,若使用时间较长,最好用焊条保温筒,随用随取。
焊条的烘焙、保温时间如下:
钢种
| 焊条型号
| 烘焙温度(℃)
| 保温时间(min)
| 备注
|
碳钢
| E4303
| 150~200
| 30~60
|
|
不锈钢
| A132 | 150~250
| 30~60
|
|
4.5管道焊接方式
氧气管道及进入设备的其他管道,采用氩弧焊打底,电焊填充盖面;铝管采用氩弧焊焊接;水管道采用手工电弧焊;管道组对坡口形式按图纸要求进行,内壁错边量不宜超过管壁厚度的10%,且不大于2mm。坡口及内外表面的清理如下:
管道材质
| 清理范围(mm)
| 清理物
| 清理方法
|
碳素钢
不锈钢
| ≥10
| 油、漆、锈、毛刺等污物
| 手工或机械等
|
铝及铝合金
| ≥50
| 油污、氧化膜等
| 有机溶剂除净油污,化学或机械法除净氧化膜
|
4.5.1氧气管道的焊接
4.5.1.1坡口形式如下:
4.5.1.2坡口加工
a.工作压力在1.0Mpa(表压)以下的低压管路,焊接坡口可用砂轮磨制;工作压力1.0Mpa(表压)以上的高压管路焊接坡口应进行基加工。
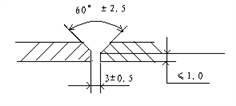
b.对接坡口形式 见下图
c.对接接头处管子的单边错位不大于壁厚的10%,并且不超过0.5mm。

d.如达不到c项要求时,可以对向里错位的管端的管内径进行修磨。修磨处的纵向斜度应保持在10°~14 °的范围(见下图),以使两管端的内孔对正。
4.5.1.3焊条的选用
第一层:a碳钢——氩弧焊打底,焊丝H08Mn2SiA
b不锈钢——氩弧焊打底,焊丝H1Cr18Ni9Nb
第二层:a碳钢——手工电弧焊,焊条E4303
b不锈钢——手工电弧焊,焊条A132
不锈钢与碳钢焊接时采用氩弧焊打底,焊丝HTCr25Ni20
不锈钢与不锈钢焊接时采用手工电弧焊复盖,焊条A132
焊条的烘干温度见4.4.2节。
4.5.1.4焊接
用电弧焊焊接的内表面,焊缝必须磨光,以清除焊渣和飞溅物。
第一层采用氩弧焊时,则必须先用氩弧焊点焊定位或管子外壁装设定位架,然后进行焊接。
Φ600以下的焊缝各层可以采用电弧焊,但壁厚超过6mm的管子应铲根,对壁厚≤6mm的管子,如发现缺陷,应进行焊补,用砂轮磨光以消除缺陷。
在离焊缝50mm处打上焊工的钢印代号。
4.5.1.5焊后检查
外观检查:
内表面应无焊渣、飞溅物或毛刺存在。
焊接时焊缝应焊透,焊道均匀,高度不超过2mm。
焊道四周无焊渣、飞溅物和咬边存在,咬边超过0.5mm时,应进行补焊。
射线检查:
a.管道焊接后,应对焊缝进行表面质量检查和无损探伤检查,氧气管道需进行焊缝射线或超声波探伤,并应达到Ⅱ级焊缝质量标准,管道焊缝探伤数量为:碳钢管工作压力大于1.6~4Mpa,不锈钢管小于1.6Mpa,转动焊口探伤比例15%,固定焊口比例40%;碳钢管小于1.6Mpa,转动焊口探伤比例5%,固定焊口比例10%;不锈钢管大于1.6~4Mpa,转动焊口探伤比例15%,固定焊口比例100%;液氧、液氩管道焊缝需进行100%探伤,并达到Ⅱ级焊缝质量标准;其他管道不做无损探伤。电焊工、氩弧焊工必须持证上岗,凡进行无损探伤的焊缝,不合格部位必须进行返修,返修次数不得超过两次。管道安装完,X光探伤机具、探伤人员上岗证书报监,并以单线图形式将探伤结果(附探伤报告)报监,积极配合有关人员抽检。
b.无损探伤检查发现不合格者,应对被查焊工所焊焊缝按原规定数量加倍探伤,如仍有不合格者时,应对该焊工在该管道上所焊全部焊缝进行无损探伤检查。
c.无损探伤的焊缝,其不合格部位必须返修,返修后仍按原规定方法探伤,同一焊缝允许返修次数,碳素钢不超过三次,不锈钢不超过两次。
4.5.2氩气管道的焊接
4.5.2.1坡口形式见4.5.1.1节。
4.5.2.2坡口加工
管道坡口加工采用氧、乙炔焰热加工方法,加工坡口后,应除去坡口表面的氧化皮,溶渣及影响接头质量的表面层,并应将凹凸样处打磨平整。
4.5.2.3焊条选择见4.4.1节。
4.5.2.4焊后检查
管道焊口探伤比例为5%。
工作压力1.6~4.0Mpa时,X探伤达到Ⅲ级。
工作压力≤1.6Mpa时,X探伤应达到Ⅳ级。
无损探伤检查发现不合格者,应对被查焊工所焊焊缝按原规定数量加倍探伤,如仍有不合格者时,应对该焊工在该管道上所焊全部焊缝进行无损探伤检查。
无损探伤的焊缝,其不合格部位必须返修,返修后仍按原规定方法探伤,同一焊缝允许返修次数,碳素钢不超过三次。
4.5.3氮气管道焊接
主要焊接方法及焊后检查详见4.5.2一节(氩气管道焊接)。
4.5.4其他气体管道及水管道焊接
主要焊接方法见4.5.2节;焊后只做压力试验,不做X射线探伤。
4、6管道焊缝位置应符合下列要求
4.6.1直管段上两对接焊口中心间的距离,当公称直径大于或等于150mm时,不应小于150mm;当公称直径小于150mm时,不应小于管子直径。 4.4管道焊缝位置应符合下列要求:
4.6.2焊缝距离弯管(不包括压制、弯管)起弯点不得小于100mm,且不得小于管子外径。
4.6.3卷管的纵向焊缝应置于易检修的位置,且不宜在底部。
4.6.4环焊缝距支、吊架净距离不应小于50mm,需热处理的焊缝距支、吊架不得小于焊缝宽度的5倍,且不得小于100mm。
4.6.5不宜在管道焊缝及其边缘上开孔。
4.6.6有加固环的卷管,加固环的对接焊缝应与管子纵向焊缝错开,其间距不应小于100mm,加固环距管子的环焊缝不应小于50mm。
4.7管道除锈与脱脂
管道施工前,需进行除锈,除锈后的管道表面应呈金属光泽。
除锈方法:碳钢管采用喷砂除锈方法,不锈钢管采用酸洗法。
氧气管道、分子筛吸附器空气出口至冷箱入口管道及附件、阀门需进行脱脂处理;脱脂方法如下:碳钢管、不锈钢管采用三氯乙烯脱脂,脱脂采用稠布沾脱脂剂在管内抽拉清洗或灌洗法,灌入溶剂要超过50%以上,并不断滚动浸泡15分钟,脱脂合格后填写脱脂记录。专职检查人员预检合格后,报以监理抽查,抽查合格后进行管道安装。脱脂后,用氮气或干燥的空气吹干管内壁。
脱脂检查方法:用紫外线灯照射管道内壁,如无紫蓝荧光,即为合格。
所用仪器:12W手提紫外灯,3650A紫外U型管。
脱脂剂含油量要求:油量<100mg/l用于净脱脂含油量,>100~500mg/l时仅用于粗脱脂,>500mg/l时不得使用,使用脱脂剂必须采用分析,含油量不超过0.03%。
含油量检验:不定期取样送专检部门化验。
除锈、脱脂后的管道应用塑料布将管端封好,防止再被污染。
4.8管道焊接保护(防风防雨措施)
4.8.1每天管道安装后,都要用干净塑料布将管头封好,内存氮气保护。
4.8.2遇风雨天,要用塑料布将已除锈、脱脂的管道保护好,将已安装好的管道封闭好,充好氮气进行保护。
4.8.3焊接设备也要用塑料布封好,以防雨淋。
5、劳动力安排及施工进度计划
时间(月)
施工项目
| 6
| 7
| 8
|
| 9
| 劳动力安排
|
管道除锈脱脂
| |